CFAO Tôlerie : une nouvelle approche
Traçabilité, flexibilité, traitement des données en 2D et en 3D… Ces dix dernières années, les besoins des professionnels de la tôlerie chaudronnerie ont profondément changé. En conséquence, la CFAO Tôlerie a dû s’adapter pour répondre à ces nouveaux besoins. Quelles solutions doit apporter un logiciel de CFAO dans cette nouvelle donne ?
CFAO Tôlerie : bien plus qu’un logiciel
En 2020, proposer une simple solution CFAO Tôlerie n’est plus suffisant. Dans l’univers de la tôlerie-chaudronnerie, la CFAO ne se limite plus à la récupération de données de projets pour les industrialiser. Désormais, les professionnels souhaitent non seulement acquérir une solution leur permettant de concevoir des projets pour les industrialiser, mais attendent également que la solution leur apporte d’autres bénéfices. La solution de CFAO doit s’adapter à l’organisation interne de leur entreprise :
- en communiquant avec les solutions déjà en place, notamment grâce à un lien direct avec la gestion (ERP)
- en optimisant et en fiabilisant le processus industriel, grâce à plus de fluidité dans le circuit des données et à la réduction des saisies et ressaisies d’informations
- en centralisant l’expertise de la société.
Pour toutes ces raisons, la CFAO a pris une place prépondérante dans les entreprises ces dix dernières années. Dans ce contexte, un éditeur de solutions CFAO n’est plus seulement un fournisseur, mais un véritable partenaire au regard des clients. Il se doit d’analyser l’organisation, de mener au besoin des actions d’audit, afin de proposer un déploiement de la solution CFAO le mieux adapté possible pour la société.
A quels enjeux doit répondre un bon logiciel de CFAO Tôlerie ?
Les besoins des professionnels de la tôlerie-chaudronnerie ont évolués. Un bon logiciel de CFAO doit apporter des réponses à chacun de ces nouveaux besoins :
- Besoin d’échanger et de traiter de plus en plus de données informatiques
- Besoin de traiter non seulement des données en 2D, mais aussi en 3D, pour répondre aux demandes du marché
- Besoin d’avoir de plus en plus de flexibilité, aussi bien au niveau du traitement des données qu’au niveau des outils de production pour diminuer les coûts
- Besoin de traçabilité pour se conformer aux normes de qualité
- Besoin de centraliser l’expertise de la société pour pallier le manque de plus en plus important de main d’œuvre qualifiée
Comment TopSolid propose une nouvelle approche de la CFAO Tôlerie
Véritables partenaires de vos projets de tôlerie et de chaudronnerie, les équipes TopSolid vous accompagnent de A à Z dans vos processus d’industrialisation. Au cours de toute démarche commerciale avant-vente, nos équipes analysent et auditent les sociétés. Lors de cette étape, les logiciels existants sont listés pour envisager une faisabilité d’interfaçages avec TopSolid. La programmation des machines reste une priorité, mais la prise en compte du besoin global est capitale. Nous avons à cœur de nous adapter parfaitement à l’organisation existante. Dans le détail, voici comment nous fonctionnons.
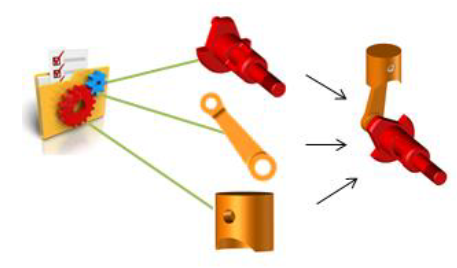
Etape n°1 : Récupération des projets externes
TopSolid’Sheetmetal propose des fonctions automatiques permettant la récupération et le traitement des projets externes.
- Traitement de fichiers 2D (dxf-dwg) avec récupération automatique des propriétés des pièces (–quantité-matière-épaisseur-référence-désignation-)
- Traitement de fichiers 3D (step-iges…) avec une conversion automatique en pièce de tôle pour obtenir en automatique le déplié des pièces
- Récupération native des dépliés des pièces conçues avec TopSolid
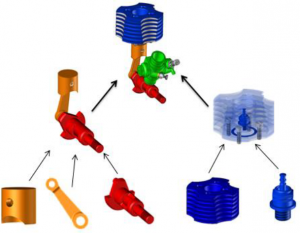
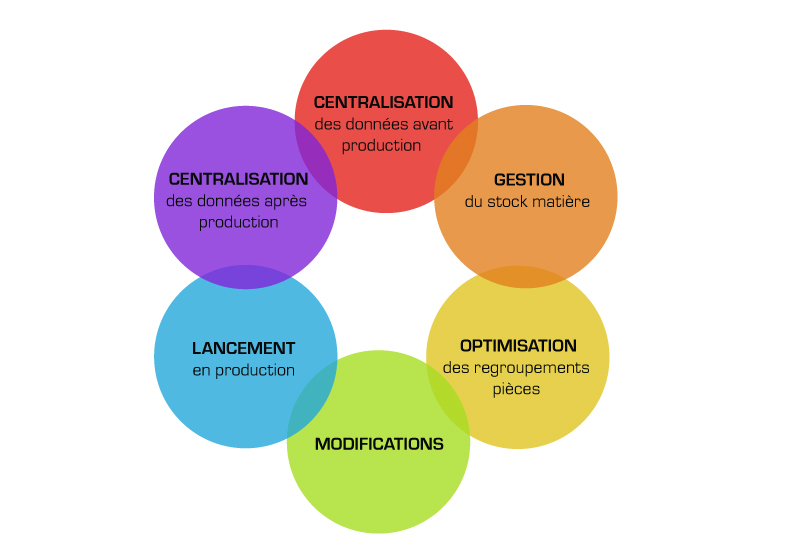
Etape n°2 : centralisation des pièces à produire
Un gestionnaire des tâches (work manager) permet de centraliser les pièces à produire afin d’optimiser les lancements en production. Il permet également de centraliser les formats de tôle et de gérer les chutes.
Bon à savoir : le gestionnaire des tâches peut être interfacé avec TopSolid’Erp ou avec un ERP déjà en place dans l’entreprise.
Fiabilité, traçabilité, qualité et productivité sont les maîtres mots du gestionnaire des tâches qui permet en outre :
- Centralisations des pièces à produire
- Optimisation des imbrications
- Gestion des chutes
- Mode automatique
La gamme de solutions CAO, FAO, ERP TopSolid





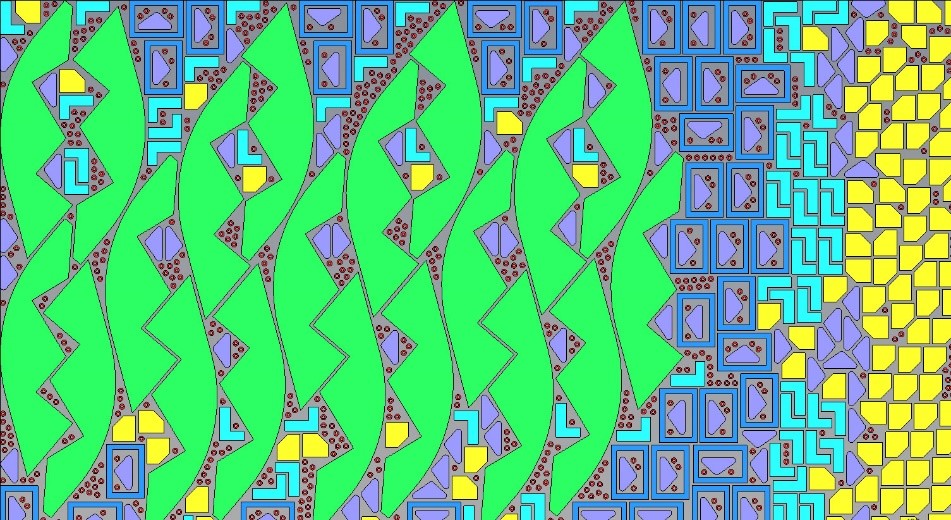
Etape n°3 : lancement des pièces en production
A partir des critères de regroupement proposés dans le gestionnaire des tâches, les lancements des pièces sont optimisés.
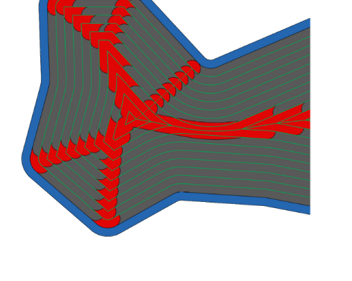
Exemple d’imbrication :
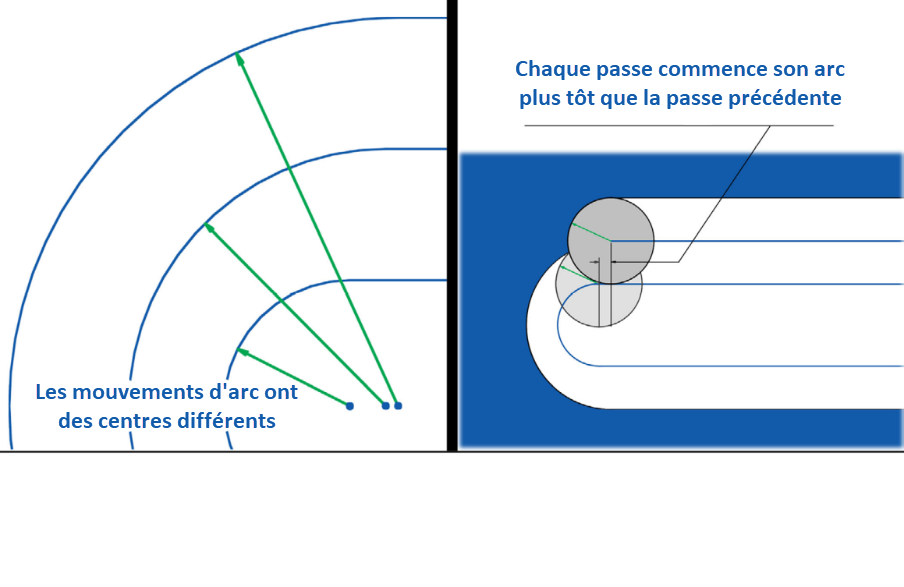
Etape n°4 : fonctions d’usinage évoluées
TopSolid’Sheetmetal propose des fonctions de découpe et de poinçonnage évoluées, permettant à l’utilisateur de gagner un maximum de temps en programmation.
Quelques exemples :
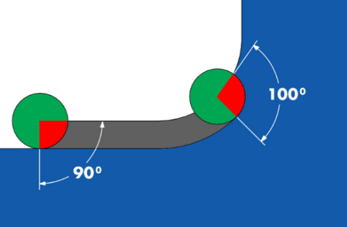
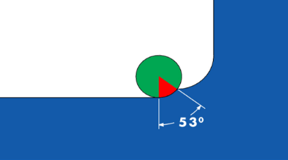
- Gestion automatisée des entrées et des sorties en matière
- Gestion automatisée des micro-attaches
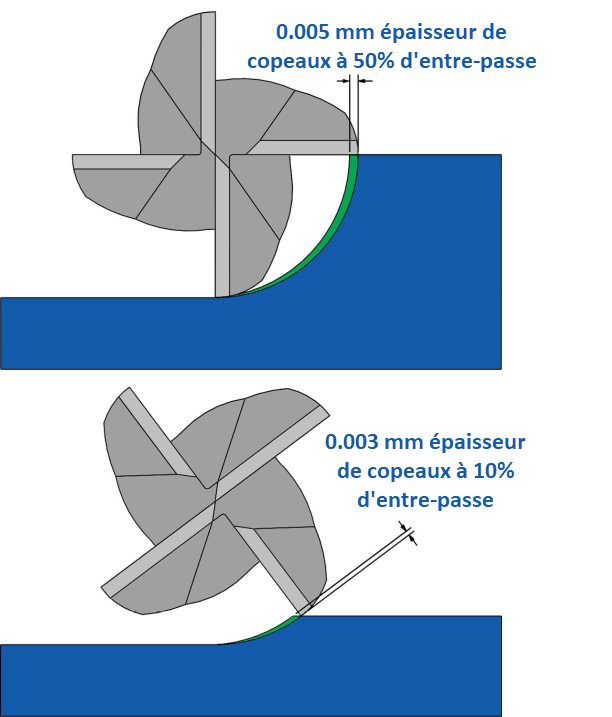
- Gestion des paramètres de coupe conformes aux données constructeurs machines
Les bénéfices de TopSolid’Sheetmetal
TopSolid’Sheetmetal garantit aux professionnels de la chaudronnerie et de la tôlerie une fiabilité et une traçabilité des données par l’intégration CAO-FAO. Ce processus est rendu possible par la récupération native des dépliés et le fait que les modifications apportées en CAO soient reportées en FAO. TopSolid’Sheetmetal permet également aux entreprises de réduire leurs temps de production, grâce au mode automatique proposé par le gestionnaire des tâches. Enfin, les sociétés ayant fait confiance à notre solution de CFAO observent une augmentation de leur productivité. Le gestionnaire des tâches permet en effet de centraliser les pièces à produire, tout en optimisant les lancements et en gérant les chutes.
La nouvelle approche CFAO chaudronnerie-tôlerie consiste à prendre en considération l’ensemble des logiciels en place dans une entreprise, ainsi que son organisation interne, afin de déployer une solution CFAO communicante et efficiente. En phase avec les besoins de la profession, TopSolid’Sheetmetal permet de bénéficier d’une meilleure traçabilité et d’une plus grande flexibilité, pour faire face aux enjeux actuels.